
Õige masinatüübi valimine mitmeteljelise CNC-töötluse puhul on üks olulisemaid otsuseid. See määrab protsessi üldised võimalused, võimalikud konstruktsioonid ja üldkulud. 3-teljeline, 4-teljeline ja 5-teljeline CNC-töötlus on populaarne aruteluteema ja õige vastus sõltub projekti nõuetest.
See juhend heidab pilgu mitmeteljelise CNC-töötlemise põhitõdedele ning võrdleb 3-, 4- ja 5-teljelist CNC-töötlemist, et aidata õige valiku tegemisel.
Sissejuhatus 3-teljelisse töötlemisesse

Spindel liigub lineaarselt X-, Y- ja Z-suunas ning toorik vajab kinnitusvahendeid, mis hoiavad seda ühes tasapinnas. Kaasaegsetes masinates on võimalik töötada mitmel tasapinnal. Kuid need vajavad spetsiaalseid kinnitusvahendeid, mille valmistamine on veidi kallis ja võtab ka palju aega.
Siiski on ka 3-teljelistel CNC-pinkidel mõningaid piiranguid. Paljud funktsioonid on kas majanduslikult tasumatud, hoolimata 3-teljeliste CNC-pinkide suhtelisest hinnast, või lihtsalt võimatud. Näiteks ei saa 3-teljelised masinad luua nurgelisi detaile ega midagi, mis asub XYZ-koordinaatsüsteemis.
Seevastu 3-teljelised masinad suudavad luua sisselõigetega elemente. Need vajavad aga mitmeid eeltingimusi ja spetsiaalseid lõikureid, näiteks T-soone ja tapilõikureid. Nende nõuete täitmine võib mõnikord hindu järsult tõsta ja mõnikord on mõistlikum valida 4- või 5-teljeline CNC-freespingi lahendus.
Sissejuhatus 4-teljelisse töötlemisesse
4-teljeline töötlemine on oma 3-teljelistest analoogidest arenenum. Lisaks lõikeriista liikumisele XYZ-tasapindadel võimaldavad need toorikul pöörduda ka Z-teljel. See tähendab, et 4-teljeline freesimine saab töötada kuni neljal küljel ilma igasuguste erinõueteta, näiteks unikaalsete kinnitusdetailide või lõikeriistadeta.
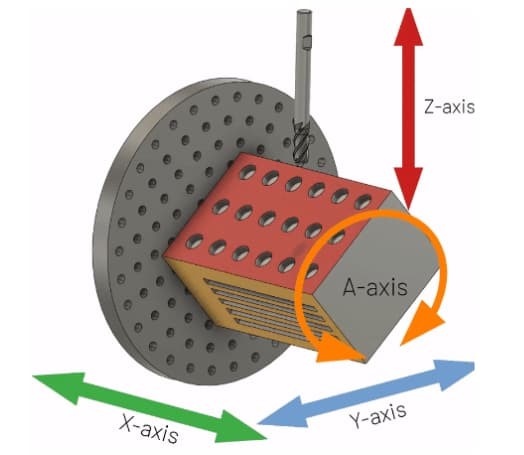
Nagu varem mainitud, muudab nende masinate lisatelg need majanduslikult tasuvamaks mõnel juhul, kui 3-teljelised masinad saavad töö tehtud, kuid erinõuetega. Õigete kinnitusdetailide ja lõikeriistade valmistamiseks 3-teljelisel masinal vajalikud lisakulud ületavad 4- ja 3-teljeliste masinate üldise hinnavahe. Seega on need mõnede projektide jaoks elujõulisemad valikud.
Lisaks on neljateljelise freesimise teine oluline aspekt üldine kvaliteet. Kuna need masinad suudavad korraga töötada neljal küljel, ei ole tooriku ümberpaigutamine kinnitusvahenditele vajalik. See minimeerib inimlike vigade tekkimise võimalust ja parandab üldist täpsust.
Tänapäeval on kahte tüüpi neljateljelist CNC-töötlust: pidev ja indekseerimine.
Pidev töötlemine võimaldab lõikeriistal ja toorikul samaaegselt liikuda. See tähendab, et masin saab materjali lõigata pöörlemise ajal. See muudab keerukate kaarte ja kujundite, näiteks spiraalide, töötlemise väga lihtsaks.
Indekstöötlus seevastu toimib etappidena. Lõikeriist peatub, kui toorik hakkab Z-tasapinna ümber pöörlema. See tähendab, et indekseerimismasinatel pole samu võimalusi, kuna need ei suuda luua keerukaid kaari ja kujundeid. Ainus eelis on see, et toorikut saab nüüd töödelda neljalt erinevalt küljelt ilma spetsiaalsete kinnitusdetailideta, mis on 3-teljelise masina puhul hädavajalikud.
Sissejuhatus 5-teljelisse töötlemisesse
5-teljeline töötlemine viib asjad sammu võrra edasi ja võimaldab pöörlemist kahel tasapinnal. See mitmeteljeline pöörlemine koos lõikeriista võimega liikuda kolmes suunas on kaks lahutamatut omadust, mis võimaldavad neil masinatel hakkama saada ka kõige keerukamate töödega.
Turul on saadaval kahte tüüpi 5-teljelist CNC-töötlust. 3+2-teljeline töötlemine ja pidev 5-teljeline töötlemine. Mõlemad töötavad kõigis tasapindades, kuid esimesel on samad piirangud ja tööpõhimõte kui indekseeriva 4-teljelise masina puhul.
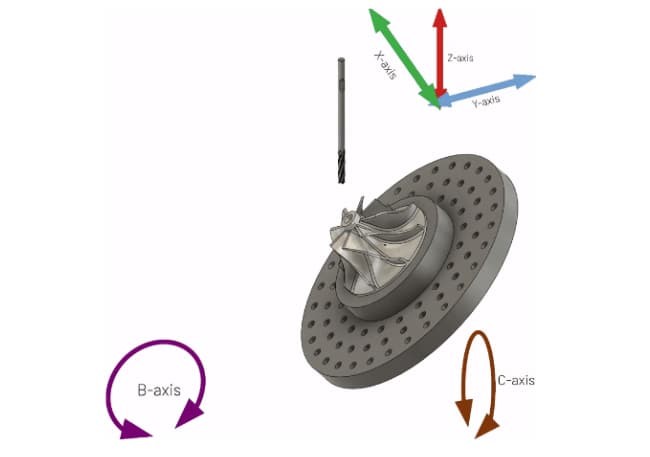
3+2-teljeline CNC-töötlus võimaldab pöörlemist teineteisest sõltumatult, kuid piirab mõlema koordinaattasandi samaaegset kasutamist. Seevastu pideval 5-teljelisel töötlemisel selliseid piiranguid ei ole. See võimaldab paremat kontrolli ja võimalust mugavalt töödelda kõige keerukamaid geomeetriaid.
Peamised erinevused 3, 4 ja 5 teljelise CNC-töötluse vahel
CNC-töötlemise keerukuse ja piirangute mõistmine on lahutamatu osa protsessi kulude, aja ja kvaliteedi parima tasakaalu tagamisel.
Nagu varem mainitud, oleksid paljud projektid muidu ökonoomse 3-teljelise freespingi abil kallimad kinnitusdetailide ja protsessidega seotud keerukuste tõttu. Samamoodi oleks iga projekti jaoks lihtsalt 5-teljelise freespingi valimine sünonüümne prussakate vastu kuulipildujaga võitlemisele. Ei kõla just tõhusalt, eks?
Just sel põhjusel on oluline mõista peamisi erinevusi 3-teljelise, 4-teljelise ja 5-teljelise töötlemise vahel. Nii saab tagada, et iga konkreetse projekti jaoks valitakse parim masin, ilma et oluliste kvaliteediparameetrite osas järeleandmisi tehtaks.
Siin on 5 peamist erinevust CNC-töötluse liikide vahel.
Tööpõhimõte
Kõigi CNC-töötlusseadmete tööpõhimõte on sama. Arvuti juhitav lõikeriist pöörleb ümber tooriku, et materjali eemaldada. Lisaks kasutavad kõik CNC-masinad tööriista liikumise dešifreerimiseks tooriku suhtes kas M-koode või G-koode.

Erinevus seisneb lisavõimaluses pöörata ümber erinevate tasapindade. Nii 4- kui ka 5-teljeline CNC-freesimine võimaldab pöörlemist ümber erinevate koordinaatide ja see omadus võimaldab suhteliselt lihtsalt luua keerukamaid kujundeid.
Täpsus ja korrektsus
CNC-töötlus on tuntud oma täpsuse ja madalate tolerantside poolest. CNC tüüp mõjutab aga toote lõplikke tolerantse. 3-teljelisel CNC-l, kuigi väga täpsel, on tooriku pideva ümberpaigutamise tõttu suurem juhuslike vigade tõenäosus. Enamiku rakenduste puhul on see veamäär tühine. Kuid tundlike rakenduste puhul, mis on seotud lennunduse ja autotööstusega, võib isegi väikseim kõrvalekalle probleeme tekitada.

Nii 4- kui ka 5-teljelisel CNC-töötlusel seda probleemi pole, kuna need ei vaja ümberpaigutamist. Need võimaldavad lõigata mitmel tasapinnal ühel kinnitusdetailil. Lisaks on oluline märkida, et see on ainus erinevuse allikas ka 3-teljelise töötlemise kvaliteedis. Lisaks sellele jääb üldine kvaliteet täpsuse ja korrektsuse osas samaks.
Rakendused
CNC-pinkide tüübi erinevused ei ole seotud mitte kogu tööstusharu hõlmava rakendusega, vaid toote olemusega. Näiteks 3-, 4- ja 5-teljeliste freespinkide erinevus põhineb pigem disaini üldisel keerukusel kui tööstusharul endal.
Lennundussektori lihtsa detaili saab arendada 3-teljelisel masinal, samas kui mis tahes muu sektori jaoks keeruka detaili jaoks võib vaja minna 4- või 5-teljelist masinat.
Kulud
Kulud on 3-, 4- ja 5-teljelise CNC-freespingi üks peamisi erinevusi. 3-teljelised masinad on loomulikult säästlikumad osta ja hooldada. Nende kasutamise kulud sõltuvad aga sellistest teguritest nagu kinnitusvahendid ja operaatorite kättesaadavus. Kuigi operaatoritega seotud kulud jäävad 4- ja 5-teljeliste masinate puhul samaks, moodustavad kinnitusvahendid siiski olulise osa kuludest.
Teisest küljest on 4- ja 5-teljeline töötlemine tehnoloogiliselt arenenum ja paremate omadustega. Seetõttu on need loomulikult kallimad. Siiski pakuvad need palju võimalusi ja on paljudel ainulaadsetel juhtudel elujõuline valik. Ühte neist on juba varem käsitletud, kus 3-teljelise masinaga teoreetiliselt võimalik disain vajaks palju kohandatud kinnitusvahendeid. See suurendab üldkulusid ja muudab 4- või 5-teljelise töötlemise elujõulisemaks valikuks.
Tarneaeg
Üldise teostusaja osas pakuvad pideva 5-teljelised masinad parimaid tulemusi. Need suudavad töödelda isegi kõige keerukamaid kujundeid lühima ajaga tänu seisakute puudumisele ja üheastmelisele töötlemisele.
Pidevad neljateljelised masinad tulevad sellele järgnevad, kuna need võimaldavad pöörlemist ühel teljel ja saavad korraga töödelda ainult tasapinnalisi nurkelemente.
Lõpuks on 3-teljelistel CNC-masinatel kõige pikem teostusaeg, kuna lõikamine toimub etappide kaupa. Lisaks tähendavad 3-teljeliste masinate piirangud seda, et toorikut tuleb palju ümber paigutada, mis pikendab iga projekti üldist teostusaega.
3-teljeline vs 4-teljeline vs 5-teljeline freesimine, kumb on parem?
Tootmises pole olemas absoluutselt paremat meetodit või universaalset lahendust. Õige valik sõltub projekti keerukusest, üldisest eelarvest, ajast ja kvaliteedinõuetest.
3-teljelisel, 4-teljelisel ja 5-teljelisel on omad plussid ja miinused. Loomulikult saab 5-teljelisega luua keerukamaid 3D-geomeetriaid, samas kui 3-teljelisega saab kiiremini ja järjepidevalt valmistada lihtsamaid detaile.
Kokkuvõttes pole küsimusele, kumb on parem valik, vastust. Iga töötlemismeetod, mis pakub ideaalset tasakaalu kulude, aja ja tulemuste vahel, oleks konkreetse projekti jaoks ideaalne valik.
Loe lähemalt: CNC-freesimine vs CNC-treimine: kumb on õigem valida
Alustage oma projekte Guanshengi CNC-töötlusteenustega
Iga projekti või ettevõtte puhul võib õige tootmispartner olla edu ja ebaedu määravaks teguriks. Tootmine on tootearendusprotsessi lahutamatu osa ja õiged valikud selles etapis võivad toote elujõuliseks muutmisel palju kaasa aidata. Guangsheng on ideaalne tootmisvalik igas olukorras, kuna nad on pühendunud parima pakkumisele ülima järjepidevusega.
Varustatud tipptasemel rajatise ja kogenud meeskonnaga, saab Guangsheng hakkama igasuguste 3-, 4- või 5-teljeliste töötlustöödega. Rangete kvaliteedikontrollide abil saame garanteerida, et lõppdetailid vastavad laitmatult igat tüüpi kvaliteedikontrollidele.
Lisaks eristab Guangshengi kiireim teostusaeg ja turu konkurentsivõimelisemad hinnad. Lisaks on protsess kliendi vajaduste rahuldamiseks optimeeritud. Lihtsalt laadige üles kavandid, et saada põhjalik DFM-analüüs ja kohene hinnapakkumine alustamiseks.
Automatiseerimine ja veebilahendused on tootmise tuleviku võtmed ning Guangsheng mõistab seda. Seetõttu on kõik, mida parimate tulemuste saavutamiseks vajate, vaid ühe klõpsu kaugusel.
Kokkuvõte
Kõik 3-, 4- ja 5-teljelised CNC-pinkid on erinevad ning igal tüübil on oma tugevused ja nõrkused. Õige valik sõltub aga projekti ainulaadsetest nõuetest ja nõudmistest. Tootmises pole ühte õiget valikut. Õige lähenemisviis on leida optimaalne kvaliteedi, kulu ja aja kombinatsioon. Midagi, mida kõik kolm CNC-tüüpi suudavad pakkuda, lähtudes konkreetse projekti nõuetest.
Postituse aeg: 29. november 2023